
La mesure comparative (ou différentielle)
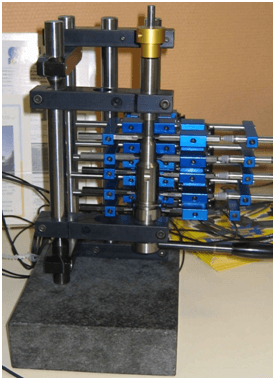
C’est un mode de mesure couramment utilisé dans les process d’usinage de pièces de petite ou moyenne dimension (décolletage), mais qu’on peut trouver également sur des pièces plus importantes et de définition plus complexe (aubes, …). Les moyens de mesure utilisés sont des capteurs inductifs fixés dans des montages dits multi-cotes (on va obtenir la mesure de plusieurs cotes en même temps !).
La mesure différentielle est obtenue en comparant notre pièce de production avec une pièce étalon (pièce dont on connait exactement les dimensions dans des conditions métrologiques données).
Principe de base :
- On place l’étalon sur le montage et on réalise un étalonnage (ce n’est pas à proprement parler une mesure de l’étalon, mais plus précisément une mémorisation de la position des capteurs sur ma pièce étalon).
- On place ensuite la pièce à mesurer et on calcule la cote désirée en regardant les écarts de positionnement des capteurs par rapport à l’étalon
Exemple :
On mesure un diamètre extérieur avec 2 capteurs positionnés à l’opposé sur un diamètre :
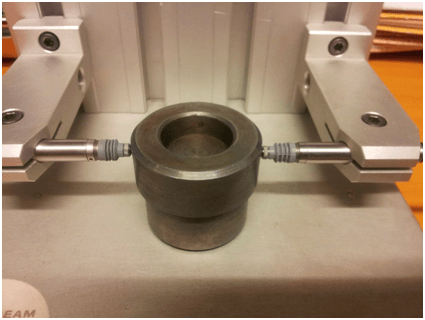
On a une pièce étalon dont on connait le diamètre mesuré dans des conditions métrologiques : 45.210 mm
- On réalise l’étalonnage (on mémorise la position des capteurs sur ce diamètre).
Le capteur n°1 nous renvoie une valeur X, le capteur n°2 nous renvoie une valeur Y, et on sait que la combinaison de X et Y représente 45.210.
- On mesure une pièce de production.
Imaginons que cette pièce ait un diamètre plus important que notre étalon. Le capteur de gauche va nous renvoyer une valeur X’, avec par exemple un écart de 3µm avec X, et le capteur de droite une valeur Y’ avec un écart de 2µm avec Y.
La mesure de notre pièce sera donc notre valeur étalon (45.210) augmentée des écarts des capteurs (Y’-Y) et (X’-X), soit 45.210 + 0.003 + 0.002 = 45.215 !
Remarque : suivant le sens positif du capteur, la formule peut être
- valeur métrologique étalon + (capteur1 + capteur2) – OU –
- valeur métrologique étalon – (capteur1 + capteur2)
Le matériel :
On utilise des capteurs reliés à un boitier multiplexeur. Il existe des boitiers pour 4 capteurs (reliés à un port USB du PC), 8, 16 capteurs (reliés à un port série RS232). Les boitiers sont chainables entre eux, et les plus gros montages peuvent atteindre 100 à 200 capteurs !

Les avantages :
- Mesure extrêmement rapide, car on peut obtenir plusieurs cotes en même temps !
- Mesure extrêmement précise et répétable dans des conditions d’atelier
- Même si l’étalon n’est pas exactement au nominal, la valeur de la mesure sera correcte car c’est la valeur métrologique de l’étalon qui est prise en compte (si mon nominal est 45.200 mais que mon étalon mesuré est à 1 centième, la valeur prise en compte pour la mesure sera bien 45.210 !)
- On peut calculer des valeurs statiques (diamètre, hauteur, profondeur) mais également dynamiques (circularité, écart max à un nominal,… en imposant un déplacement de la pièce ou d’un capteur pendant la mesure)
- Il peut y avoir un savoir-faire important pour réaliser le montage de mesures, avec des pointes de touche particulières, des renvois d’angles, des capteurs pneumatiques,… mais le principe reste toujours le même : on compare une position obtenue sur une pièce par rapport à la position de référence obtenue sur l’étalon connu !
Frédéric Henrionnet
Responsable assurance Qualité, CT Infodream
En savoir plus sur Qual@xy SPC