
Le suivi SPC des caractéristiques par Attribut [1/2]
On utilise du contrôle par attribut chaque fois qu’on ne sait pas caractériser une pièce par un chiffre ou une dimension. Le résultat du contrôle va donc être un statut (bon / pas bon) et non pas une mesure.
Exemples de statut : bon / pas bon, beau / pas beau, passe / passe pas.
On peut vouloir suivre le nombre de produits conformes ou non conformes (suivi des défectueux), ou suivre le nombre de défauts présents sur une pièce ou dans un lot de pièces (suivi des défectuosités ou des défauts).
Si on prend le cas d’un contrôle visuel d’aspect sur une pièce laquée, on va conclure « ma pièce est rayée ou non » dans le cas suivi des produits non conformes, ou « ma pièce a 0, 1, 2 ou n rayures » dans le cas suivi des non-conformités.
Les types de suivis statistiques (calculs, limites,…) vont être différents pour ces 2 cas, et donnent lieu à 2 types de carte de contrôle SPC dans la littérature SPC :
- les cartes NP pour les non-conformes (cas 1 / produits défectueux)
- les cartes C pour les non-conformités (cas 2 / nombre de défauts sur une pièce ou un lot de pièces)
Les limitations du suivi des caractéristiques par attribut
Au niveau statistique, les cartes aux attributs sont beaucoup moins pertinentes que des cartes aux mesures. Pour pallier ce manque de signification, on doit travailler sur des échantillons de grande taille (plusieurs dizaines ou centaines de pièces).
On se trouve donc face à de nouveaux problèmes :
- il n’est pas toujours aisé de contrôler des échantillons avec toujours le même (grand) nombre de pièces (100 demandées, mais parfois on n’en a que 80, parfois 112,…)
- les tendances et les dérives ne se révélant qu’après un certain nombre de points, il faut donc attendre un long moment (et un très grand nombre de pièces) avant d’avoir des résultats
Pour répondre au premier problème, on peut utiliser une variante des cartes NP et C qui vont travailler en proportion (pourcentage de défectueux sur un lot ou de défauts sur une pièce ou un lot). Les calculs sont évidemment un peu différents, mais le principe reste identique.
| Suivi des Défectueux | Suivi des Défauts | |
|---|---|---|
| En nombre | Carte NP | Carte C |
| En proportion (*) | Carte P | Carte U |
| Loi statistique | Loi binomiale | Loi de Poisson |
(*) pour rester statistiquement homogène, pour les cartes en proportion, on considère que les tailles des échantillons ne doivent pas varier de plus de 25% d’une taille de référence.
Plus on se rapproche du zéro, meilleur on est. Et plus on s’éloigne, plus on a de problèmes à régler.
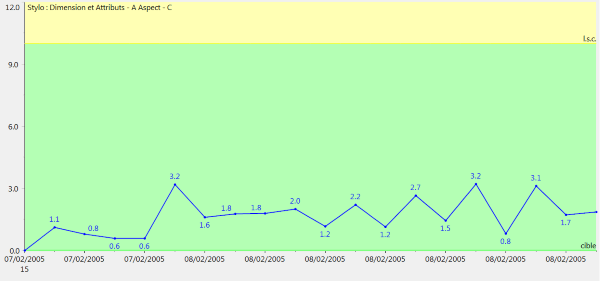
En fonction des tailles de lot et du nb « habituel » et « historique » des défauts, on va calculer des limites de contrôle, et des alarmes vont être classiquement déclenchées quand on dépassera ces limites.
On peut donc avoir une limite inférieure de contrôle différente de zéro ! Si on dépasse cette limite inférieure, c’est qu’on obtient moins de défaut que « normalement » (ou habituellement…).
On se pose donc les mêmes questions que pour des cartes SPC classiques :
- mon procédé de fabrication s’est amélioré ! Pourquoi ? Comment ? (*)
- mon procédé de contrôle ne fonctionne plus correctement et ne détecte plus les défauts
(*) si mon procédé s’améliore, mais que je ne le remarque pas ou que je ne sais pas pourquoi, il peut très bien se détériorer à nouveau dès demain sans que je n’en sache rien non plus !
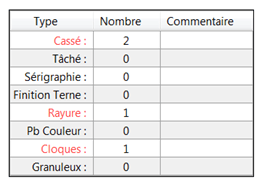
La typologie de défauts
On peut essayer d’ajouter de l’information et de la signification sur ces attributs, en utilisant une typologie de défauts. Si on suit une caractéristique « Aspect Visuel », on peut statuer brutalement conforme / non conforme. Mais si on peut préciser pourquoi on n’est pas conforme, l’analyse ultérieure sera précisée : présence de tache ? Rayure ? Trou ? Bavure ? Oxydation ?
On peut toujours utiliser les variantes entre les cartes aux produits (NP/P) ou aux défauts (C/U) :
- suivi des défectueux : aspect non conforme car présence de trou et de rayure
- suivi des défectuosités : aspect non conforme car présence de 2 trous et 3 rayures !
On peut également ajouter un poids (ou un coût) à nos types de défauts : certains sont plus graves ou critiques que d’autres (au niveau statistique, on peut alors parler de carte « D », carte aux démérites). Le point suivi sur la carte de contrôle sera calculé en fonction du poids de chaque type de défaut, et si le poids est important, on arrivera « plus vite » à franchir la limite de contrôle : on sera alerté !
L’autre intérêt de suivre une carte aux attributs avec une typologie de défauts est de permettre une analyse avec un diagramme pareto :
- pareto d’apparition des défauts (pondérés ou non)
- calculé en % par rapport au nombre de pièces (ou au nombre de défauts)
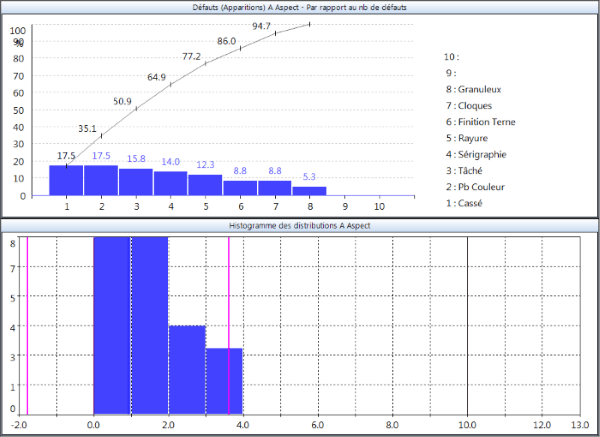
Exemple de Pareto d’apparition de défaut (contrôle d’aspect) lié à une typologie.
Exemple d’histogramme calculé sur les valeurs de la carte C
Problématique générale
La problématique associée à ce type de contrôle est liée à la nature même de l’attribut : ce n’est pas très significatif (bon, pas bon…).
Pour améliorer ce que l’on peut en tirer, on travaille dans deux directions :
- le nb de pièces à contrôler (la taille d’échantillon) : on essaie de travailler sur un grand nombre de pièces, ce qui n’est pas toujours facile, pas toujours possible, et qui prend beaucoup de temps !
- la caractérisation des défauts : on essaie d’ajouter un type aux défauts, ou une classe. On se trouve face alors à un autre problème qui est la « mesure » du défaut. Les contrôles attributifs sont en grande majorité manuels ! Et un contrôleur peut avoir un avis ou donner un statut différent de son collègue. Les études R&R liées à des caractéristiques attributs réservent parfois des surprises…
Encore plus loin
Si l’on veut aller encore plus loin, on peut utiliser la notion de Defect Map, ou cartographie des défauts. En effet, un même défaut n’aura pas la même importance ou la même criticité selon sa localisation !
Exemple : je contrôle des verres plats pour des fenêtres de véranda.
Une rayure est un défaut, que je dois suivre. Je dois être alerté en cas de présence de rayures !
Mais une rayure en plein milieu de la vitre est critique (pièce rebutée) tandis que la même rayure en périphérie est acceptable (cachée par les montants de la fenêtre).
Il faut donc ajouter un paramètre « localisation » sur le défaut, voire des caractéristiques « dimensionnelles » : grosse rayure ? petite rayure ?
Ce sera tout l’objet de notre prochain article sur ce blog consacré à la Defect Map !
Frédéric Henrionnet
Responsable Assurance Qualité, CT Infodream
Lire la suite : Defect Map – un contrôle attributif introduisant la notion de localisation des défauts.
En savoir plus sur le module Qual@xy SPC
En savoir plus sur la fonction Defect Map
Ces articles de notre blog pourraient vous intéresser

Le SPC est-il compatible avec du Contrôle 100% ?
La chaîne de Traçabilité dans un logiciel SPC
Dans cet article, nous définissons la notion de traçabilité. Puis nous expliquons avec des exemples les différents types de traçabilités à identifier lors de processus de fabrication longs et complexes. Qu'est-ce que la traçabilité ? La traçabilité est un…

L’Import de mesures dans un logiciel SPC
En même temps qu’elle fabrique des pièces, toute entreprise de production fabrique également … des mesures. Les mesures sont partout : on mesure tout, partout, tout le temps et parfois plusieurs fois ! Ces mesures vont nourrir le système SPC. La même…