Création et exécution des processus de production dans l’atelier
Votre processus de production est-il compréhensible pour tous vos opérateurs ?
Comment pouvez-vous être certain qu’ils suivent correctement le processus de production ?
La standardisation des instructions de travail dans l’atelier doit permettre d’améliorer la qualité et la productivité.
Nous allons analyser les moyens généralement utilisés pour transmettre les instructions de travail aux opérateurs dans les ateliers. Nous en profiterons pour vérifier si elles permettent de garantir une qualité optimale du produit.
Nous avons principalement affaire à trois types d’informations :
- Gamme de fabrication – Une description du flux de production et le déroulement des opérations de fabrication.
- Instructions de travail – Comment réaliser les opérations (quoi, comment, qui…) ?
- Validation des actions – Saisie des données (contrôles, mesures, traçabilité…)
La gamme de fabrication
La gamme de fabrication définit les différentes opérations du processus de production et l’ordre dans lequel elles doivent être effectuées. Il peut s’agir d’un document imprimé ou informatisé disponible sur le réseau de la société. En plus de définir la suite des opérations de fabrication, la gamme de production informe sur l’avancée et la position des OFs et des pièces dans le processus.
Par conséquent, la gamme de fabrication est souvent créée dans le système ERP de la société. Dans ce système ERP, chaque opération est un « centre de coût » dont les ressources sont définies.
Du point de vue de l’opérateur, les documents sont soit consultés sur papier, soit sur un écran informatique dans l’atelier (PC ou Tablette). Une fois que la phase est terminée, l’opération est normalement marquée comme étant finie et « fermée » pour l’OF ou la pièce concernée.
Les avantages de l’ERP ou du MES basé sur la gamme de fabrication :
- Le processus est intégré avec les autres services de l’entreprise – matériel, ressources humaines, planning, analyse financière…
Les inconvénients de l’ERP ou du MES basé sur la gamme de fabrication :
- Le manque de détails – le processus ne fournit qu’une vision globale de la tâche à l’opérateur. La granularité n’est souvent pas suffisante.
- Le manque de flexibilité – Le processus ERP est suffisant pour la création d’un simple processus séquentiel. En revanche, il n’est pas adapté lorsque la modélisation du flux est plus complexe, quand il y a en parallèle des machines et des opérations, ou lorsque les tâches ont besoin d’être modifiées au jour le jour dans l’atelier à cause d’un problème de production ou d’une autre cause aléatoire.
Les instructions de travail
Les instructions de travail des opérateurs sont étroitement liées à la gamme de fabrication qui décrit comment la tâche doit être exécutée. Le contenu et le format des instructions de travail sont importants et peuvent avoir un impact énorme sur la qualité du produit. Quelques industries (dont, par exemple, l’automobile) insistent sur ce point et de nombreuses entreprises OEM ont établi des normes pour leurs fournisseurs.
Ces instructions de travail sont un outil essentiel pour la normalisation des méthodes de travail et par conséquent pour le suivi de la qualité du produit.
Des bonnes instructions de travail doivent :
- définir chaque étape individuelle de l’opération
- décrire clairement la méthode pour réaliser chaque tâche (en utilisant du texte, des images ou des vidéos)
- spécifier les outils et les ressources nécessaires
- lister les mesures de protection et de sécurité
- préciser les différentes vérifications et mesures qui doivent être réalisées ou enregistrées
- indiquer les actions à entreprendre dans le cas où la vérification ou la mesure est en dehors des spécifications.
Cependant, au sein d’une même société ou pour l’ensemble du monde industriel, il existe de grandes différences dans la qualité des instructions de travail fournies aux opérateurs.
Il n’est pas rare que dans les documents présentés certains ne soient pas directement applicables à l’opération en cours. C’est alors à l’opérateur de déchiffrer, ou pire, d’interpréter les documents. Par conséquent cela va entraîner des différences dans les méthodes de travail et donc un risque élevé d’erreur.
Les problèmes fréquents des instructions de travail sont les suivants :
- il n’y a pas d’instruction de travail unique : les informations pour chaque opération sont présentées à l’opérateur à travers divers documents devant être interprétés. Cela entraîne un manque total de normalisation et de standardisation ;
- il n’y a pas de mise en page standard et l’information n’est pas présentée sous un format facile à utiliser ;
- les opérations ne sont pas clairement séparées en tâches individuelles ;
- il n’y a pas suffisamment de détail dans la description des instructions.
L’harmonisation des instructions de travail est un point clé nécessaire afin d’obtenir une amélioration immédiate de la qualité des produits et la réduction des rebuts.
La validation des actions
Nous devons être capables de démontrer (à nos clients et aux organismes de réglementation) que nos produits correspondent aux exigences et ont été fabriqués selon un processus de production standard préalablement défini.
Nous devons alors mesurer et enregistrer à la fois les caractéristiques de notre produit et le respect de notre procédé de fabrication. Ces données sont utilisées par les ingénieurs pour analyser et optimiser la performance du processus ainsi que par les opérateurs eux-mêmes (pour un pilotage immédiat des machines en cas de dérive) si un logiciel SPC (Statistical Process Control) est utilisé.
La méthode généralement employée pour l’enregistrement de ces données est le papier : check-list ou fiche suiveuse.
Les problèmes principaux de l’enregistrement sur papier sont les suivants :
- ils doivent être contrôlés et stockés.
- les informations présentes doivent être facilement accessibles.
Malheureusement, ce n’est pas aussi simple qu’il n’y paraît. Les données sont parfois perdues ou stockées au mauvais endroit. De plus, l’analyse des données sur des enregistrements papier est difficile et prend du temps.
Le lien manquant entre gamme de fabrication, instructions de travail et validation des actions
Comme nous avons pu le voir, il existe de nombreux problèmes associés à cette procédure couramment utilisée en atelier. Par ailleurs, les trois fonctions décrites ci-dessus ne doivent pas être considérées comme des tâches indépendantes. En effet, elles sont toutes trois liées.
En réalité, les composants du système sont conçus effectivement de manière indépendante, ce qui entraîne un processus confus et inefficace pour l’opérateur. L’opérateur doit être partie prenante et participer à la validation des documents présentés à l’opération de fabrication.
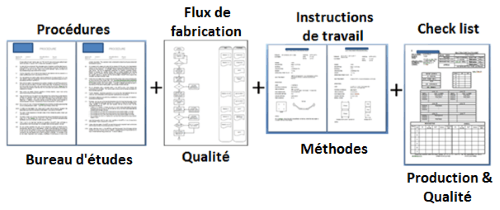
Les documents et les informations sur le processus de production proviennent toujours de sources différentes, par exemple :
- système IT => Service Informatique
- processus des procédures = > Bureau d’études
- plan de fabrication => Service Méthodes
- instructions de travail => Service Production
- flux de production => Service Logistique
- check-lists => Service Qualité
Le problème pour l’opérateur est que chacun de ces documents contient des informations pertinentes qui ne sont pas regroupées dans un document unique, clair, structuré et facile à lire. Cela entraîne des erreurs, et éventuellement des problèmes de cohérence.
Regrouper tous les informations au même endroit
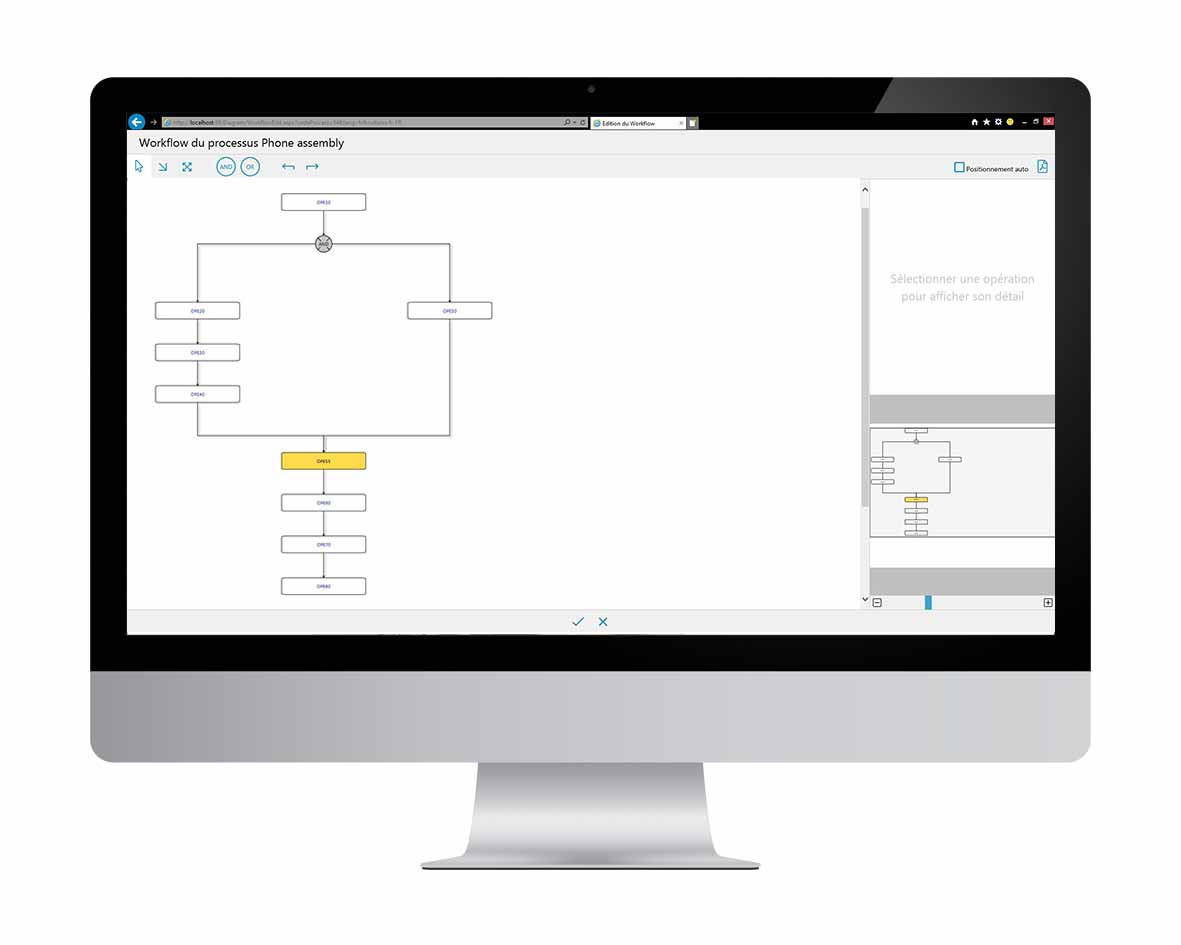
La solution est de relier toutes les informations d’une manière structurée et claire pour l’opérateur. Il existe de nombreux logiciels qui ont cette fonction.
Un bon système doit être capable de :
- modéliser avec précision le processus y compris les opérations réalisées en parallèle et les opérations partielles (pour le re-work et les retouches)
- afficher et suivre le progrès d’une pièce ou d’un OF à travers le processus
- gérer plusieurs profils d’utilisateurs (c’est nécessaire pour la validation des opérations critiques)
- identifier quand il y a des solutions et quand le produit est bloqué
- afficher clairement étape par étape les instructions de travail avec des détails précis (avec des photos et des vidéos par exemple)
- montrer toutes les ressources nécessaires à l’opération en cours
- pouvoir enregistrer et stocker les vérifications et les mesures, et avoir une traçabilité pour chaque étape
- fournir un dossier complet de la production – quoi ? quand ? qui ? …
- stocker toutes les données dans une base de données centrale pour pouvoir exploiter et analyser facilement les données
- supprimer le papier dans les ateliers
- pouvoir s’intégrer avec les autres logiciels (comme par exemple l’ERP).

Ben Allister
Directeur, CT Infodream Ltd (UK)
Sources : les captures d’écran ont été réalisées à partir du logiciel : Qualaxy Process