
L’analyse SPC des moyens multi-postes
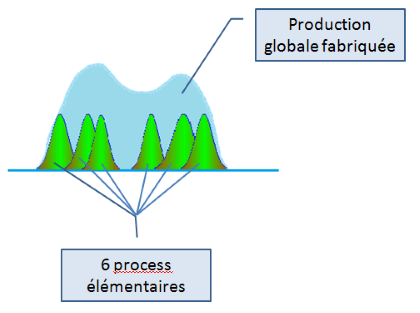
Les processus multi-postes (ou multi-générateurs) sont des moyens de production qui regroupent plusieurs sous-moyens élémentaires, c’est-à-dire qui fabriquent plusieurs pièces « en même temps » ou « dans un même cycle de fabrication ». C’est le cas principalement des tours multi-broches, des presses à injecter (1 pièce par empreinte), des machines de remplissage (1 flacon par bec ou par tête), de certains process de fonderie (1 pièce par cavité),…
On peut donc avoir 2 visions :
- une vision par process élémentaire (1 carte par broche, par empreinte,…)
- une vision globale, regroupant les pièces fabriquées par l’ensemble de la machine
La vision par process élémentaire (broche par broche, …) est toujours la plus simple, mais reste intéressante d’un premier abord, surtout si on a des moyens de réglages indépendants broche par broche ou poste par poste.
Mais bien évidemment, les pièces fabriquées dans le même cycle machine auront des points communs : elles subiront le même opérateur, les mêmes conditions ambiantes, les mêmes paramètres communs, etc.
Deux questions se posent maintenant :
- « suis-je capable d’attacher une pièce à un process élémentaire ? »
- « quel type de prélèvement dois-je, ou puis-je faire ? »
Suis-je capable d’attacher une pièce à un process élémentaire ?
Si je ne sais pas distinguer les pièces fabriquées par broche ou par empreinte élémentaire, les possibilités d’analyse vont être tout de suite réduites. Il est donc important de pouvoir distinguer ces générateurs élémentaires.
C’est normalement le cas dans les process d’injection, ou de fonderie (l’empreinte ou le moule est « gravé »), c’est parfois plus délicat pour d’autres moyens.
Dans le pire des cas, pour des études ponctuelles (réception de machine, étude préalable), on peut être amené à imaginer des stratagèmes pour identifier les pièces fabriquées poste par poste : mettre des élastiques de couleur sur des bouteilles pour un remplissage multi-becs, ajouter des dérivations sur les tapis de tombée des pièces,… On se trouve dans une situation provisoire, mais indispensable si on veut faire une étude complète de ce type de procédé de production.

Quel type de prélèvement dois-je (ou puis-je) faire ?
Il existe deux grands types de prélèvement :
- prélèvement de n pièces au hasard dans la production totale (indifféremment des process générateurs)
- prélèvement systématique de 1 pièce par générateur : broches –> 8 pièces, 1 par broche, 24 empreintes –> 24 pièces, 1 par empreinte
Dans le 1er cas (prélèvement aléatoire de pièces dans la production totale), on va subir une très forte variabilité de la moyenne (se référer au 1er graphique avec la dispersion globale obtenue en mélangeant les dispersions des différents générateurs). On ne doit doc pas utiliser ce mode de prélèvement, sauf dans le cas où on ne peut pas faire autrement, ou dans le cas où la capabilité générale est « très bonne » (notre contrôle permettra de vérifier qu’on reste « très bon », mais en cas d’alerte, on ne saura pas détecter précisément le problème).
Dans le 2nd cas (prélèvement systématique de 1 pièce par générateur), on se retrouve dans une situation favorable. La moyenne des distributions des process élémentaires va suivre une loi normale, et les cartes de contrôle auront une bonne efficacité sur la détection de causes spéciales. Les limites de contrôle seront évaluées à partir d’un historique de valeurs.
On peut signaler une variante du dernier cas, à savoir le prélèvement systématique de pièces sur certains générateurs (pour une machine 64 posages par exemple, on va systématiquement prélever les pièces des posages 1, 12, 24, 32, 48 et 64).
Analyse par carte de contrôle, avec type de prélèvement
Au niveau de l’analyse, on peut donc mélanger deux visions :
La vision unitaire, par process générateur
Exemple : 8 cartes de contrôle pour une machine de 8 postes.
La vision globale, représentant la moyenne et l’étendue des postes
Mais on peut ajouter 2 nouveaux types de visualisation de cartes de contrôle :
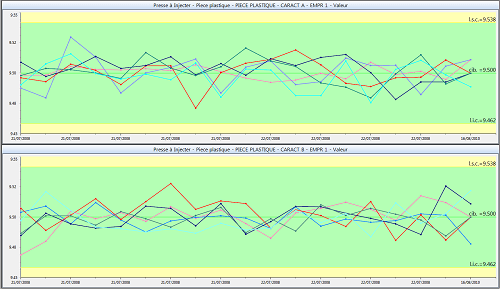
Les courbes multiples
C’est un type de visualisation classique, avec toujours le temps et les prélèvements en abscisse, mais en représentant l’ensemble des postes sous forme de « courbes multiples ».
Les cartes transverses
Cette fois-ci, ce n’est plus le temps qui est représenté en abscisse, mais l’ensemble des postes (ou posages, ou empreintes,…). La carte transverse est donc une représentation sur un nouvel axe, « à un instant t ».
![]()
Cette représentation est très utile et très significative dans le cas de process avec des moules et des empreintes. On peut ainsi se rendre compte si une empreinte est toujours plus forte que les autres, ou si la « tendance » est toujours dans le même sens (moule de travers, déséquilibre du moule,…).
Pour conclure, la problématique principale du suivi des moyens multipostes (processus multi-générateurs) est l’identification des pièces : sait-on identifier ou non le générateur précis de ma mesure ?
Si la réponse est oui, il faut alors pouvoir bénéficier d’un logiciel performant permettant de multiples représentations de cartes de contrôle (classiques, globale, multiple, transverse,…), ainsi que toutes les analyses statistiques décrites ici. C’est sous ces conditions qu’on pourra tirer le maximum d’informations pertinentes de toutes nos mesures.
Frédéric Henrionnet
Chef de projet Grand Compte, CT Infodream
Sources :
– Appliquer la maîtrise statistique des processus MSP/SPC, Maurice Pillet, Editions d’Organisation
– Les captures d’écran ont été réalisées à partir du logiciel : Qual@xy SPC